LONG-TURNING TECHNOLOGY
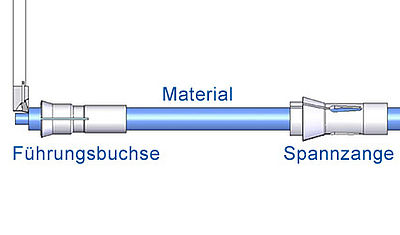
The automatic long-turning machine is an automatic lathe on which the workpiece delivers the feed as well as the cutting speed. In this way, it differs from short automatic lathes on which the tool provides the feed. Short lathes only enable parts measuring up to approx. 2.5 x D to be turned. From this range, the very economical operating range of the long-turning machine comes into play. To turn long parts, you need to have rigid, zero-clearance working conditions. These conditions are created with the help of a guide sleeve, something not available on short lathes. Guiding material through this enables high precision to be achieved for long diameters with tight tolerances.
The long-turning machine is an automatic lathe for producing short and long workpieces. In contrast with the short lathe, axial feed is not performed by the main spindle (material) rather than by the tool. This keeps the tool in a fixed position and the material provides the feed with the help of the main spindle. The decisive advantage of this is that you are always working close to the guide bush. The guide bush prevents the material from being forced away by the chip-cutting force of the tool. Also, the vibrations typically associated with long workpieces are balanced out. This guarantees high precision, even on long workpieces.
MECHANISM AND BENEFITS
LONG-TURNING MECHANISM
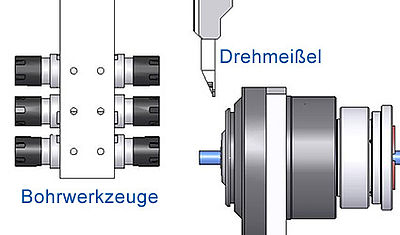
Material is drawn through the guide bush and the spindle stock, and is then clamped by the collet. The gripper spindle enables the workpiece to be held after the cut.
Rotating guide bush is synchronized by the main spindle.
The cutting tool is always positioned 1.0 mm from the front face of the guide bush. This achieves good cutting force with minimal contact and vibration while the rod feed is reducing.
ADVANTAGES OF LONG TURNING MACHINES
Direct working on the guide bush (improves precision) reduces the vibration caused by sliding the rod (reduces tool chatter and chatter marks). Low-vibration turning, therefore less wear on the spindle bearing. High precision on small diameters. High volume throughput levels.
REQUIREMENTS
- Small diameters (< 42 mm)
- Long parts: from 3 x D
- Tipless material with surface qualities of h6-h8